
The demand driven approach to inventory buffer sizing is very similar to the Lean approach with two clear differences. The Demand Driven approach flexes inventory buffers according to dynamic demand and it is a multi-echolon approach that takes account of factors such as inventory positioning.
In 2011 Carol Ptak and Chad Smith, both long time Theory of Constraint devotees, wrote Orlicky’s Material Requirements Planning 3rd Edition. This is a re-write of a book first written by Joseph Orlicky in 1975 (the father of Materials Requirements Planning) and then updated in 1994 by George Plossl as the 2nd edition.
The 3rd Edition of Orlicky’s describes a new way of managing inventory buffers using a multi-echelon approach called Demand Driven Materials Requirements Planning or DDMRP. This new 5-part approach sets out to address the weaknesses of the Lean approach using a method that includes the best insights of Lean, Six Sigma, Theory of Constraints and Complex Adaptive Systems.
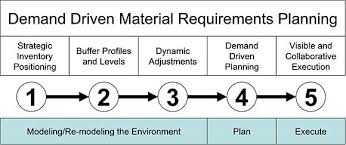
1. Strategic Inventory Positioning – Recognises the need to place Inventory Buffers at locations where demand variability is consolidated and therefore minimised.
2. Buffer Profiles and Levels – DDMRP inventory buffers are comprised of three zones similar to the Lean approach to inventory buffer sizing except that all zones are sized relative to the Average Daily Demand (ADU) which is a monitored, and dynamically adjusted, variable according to sensed (not forecast) demand.
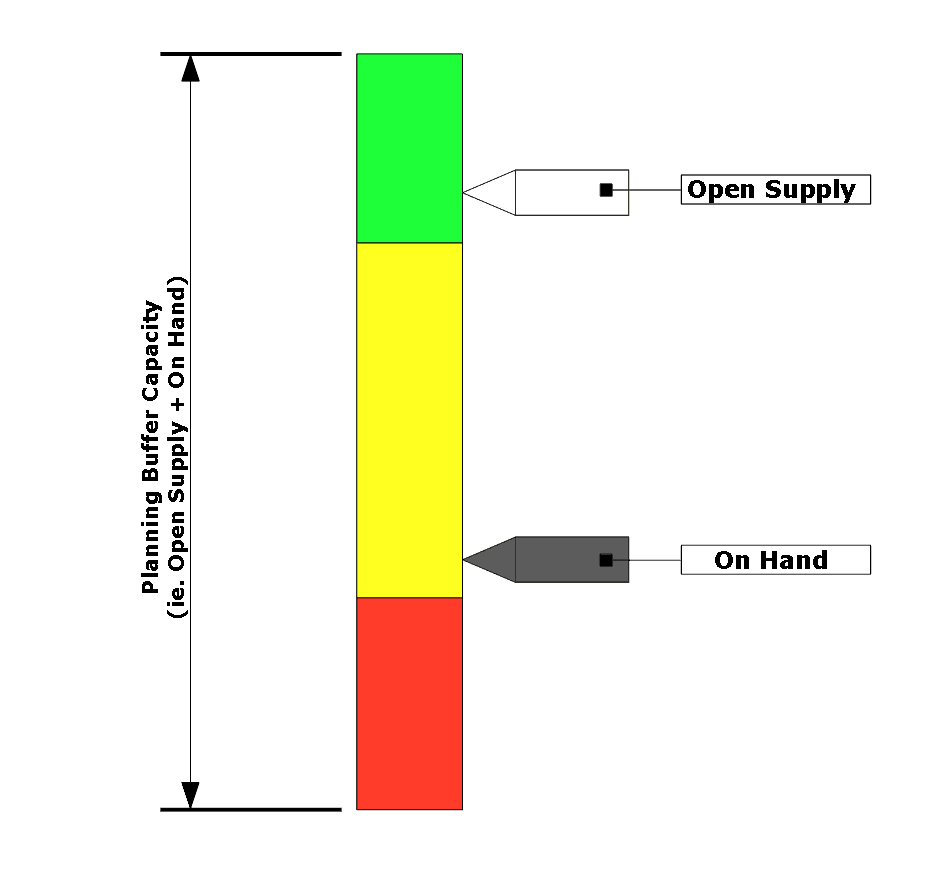
They include three coloured zones; Green, Yellow and Red which are sized according the “buffer profile” that the material is assigned to. The buffer profile is a group of settings applied to a group of materials that have similar attributes. These attributes include;
- The type of material (made, bought or distributed)
- Lead time category (long, medium, short)
- Variability category (high, medium, low)
- Batching limitations (minimum order or run quantities)
Please see this white paper from the Demand Driven Institute, Demand Driven MRP buffer explanation and simulation, for more information on buffer profiles and levels.
3. Dynamic Adjustments – Buffers flex automatically according to actual, monitored demand and the detection of spikes during customer order lead times. Forecasts (aggregate plans) from the S&OP process are used in DDMRP, but only to define planned adjustment factors for things like seasonality, product introductions and product deletions as shown in the planning & control hierarchy below.
4. Demand Driven Planning – One of the strengths of DDMRP is the separation of planning from execution. Planning in DDMRP is a case of setting open supply orders according to the future projection of the buffer size based on ADU.
5. Visible & Collaborative Execution – Execution in DDMRP is a separate activity based on on-hand inventory positions. Replenishment orders are managed by expediting and de-expediting according to the state of the buffers. This avoids the unnecessary activities caused by MRP nervousness in more traditional approaches.
Reducing the size of a demand driven inventory buffer
This is exactly the same as the Lean approach and can be achieved in 3 ways;
- Replenishment Lead Time Reduction – bring factory/supplier/warehouse closer to the demand or modify the scheduling sequence at the factory/supplier.
- Variability Reduction – improve factory/supplier delivery performance or restructure network to increase effects of stock aggregation.
- Replenishment Interval Reduction – increase delivery frequency from warehouse or increase changeovers at factory/supplier
Advantages of a demand driven inventory buffer
The Demand Driven MRP and DRP approach to inventory management offers the following advantages of the Lean approach;
- it is more of a multi-echelon approach to inventory management incorporating a statistically sound view on inventory positioning and sizing. The Lean literature on inventory management is quite unsophisticated.
- the buffers are dynamic and flex according to Average Daily Usage (ADU) which is calculated by monitoring immediate history. The dynamic buffers also have a way of flexing in reaction to short term spikes in demand. Hence Demand Driven MRP and DRP is less reliant on forecast although an aggregate plan is still needed for seasonality and product deletions and introductions.
- the inventory buffers are more reliable (with dynamic flexing, no forecast errors, no MRP nervousness) meaning that they can serve to reliably “decouple” demand from supply within a BOM structure essentially reducing actual lead time as seen from the demand side (and therefore reducing inventories further).
- Some inventory positions increase compared to the Lean approach and seem decrease. The net effect though is usually a reduction in total inventory valuations and better aligned inventories, thereby increasing customer service performance.
Watch-outs for the Demand Driven approach
Make To Order products must still be managed through the distribution network with the attendant synchronisation issues. These orders should be synchronised using time buffers to minimise the effects of supply and demand variation.