Capacity decisions made at the time of asset procurement have a huge strategic effect on the long term competitiveness of a manufacturing operation. This is particularly true in the process industry where most of the factories use Flow Lines.
In this article we explain how flow lines are designed as well as the supply chain system benefits of un-balancing flow lines, i.e. adding extra capacity upstream and downstream of a flow line’s bottleneck.
Lean and the Toyoto Production System was birthed from the car industry. The car industry uses paced assembly lines.
Paced Assembly Line – In a paced assembly line, parts flow through the line on a belt or a chain that moves at a constant speed. The parts move through zones that usually contain one or more operators. The line is designed so that the operators will almost always be able to complete their task while the part is moving in their zone. If not, the line would be disrupted as workers tried to finish tasks in the next worker’s zone.
Hence the bottleneck of a paced assembly line is not the slowest station in the line but the line-moving mechanism itself.
Flow Line – In a flow line, stations are essentially independent. Each station operates at its own speed, so the bottleneck is the slowest station on the line. In a flow line, the tasks carried out by operators depend more on the machines themselves and less on the labour pool assigned to the machines. To increase capacity at a particular station, we must either add an additional machine to that station or speed up the existing ones. (Taken from “Factory Physics – Third Edition”, by Wallace J. Hopp and Mark L. Spearman, Waveland Press, 2008)
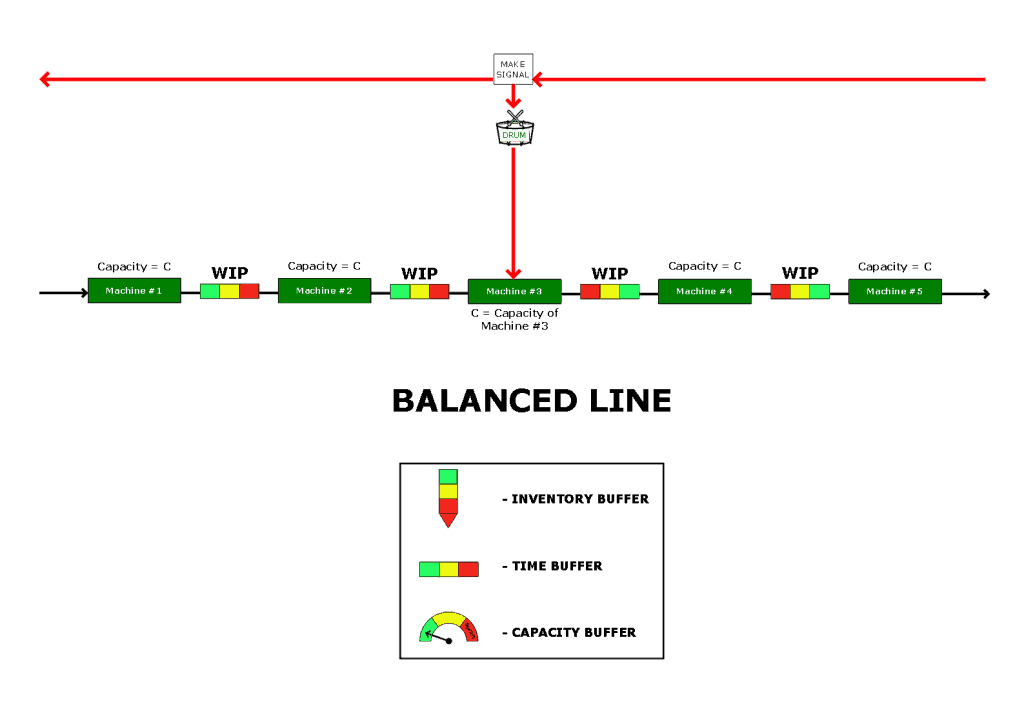
A balanced flow line is shown below. It is characterised by the equal capacity of machines or workcentres along the flow line. Quite often a line has been created as a balanced line becase it was the least cost option.
The fundamental problem with a balanced flow line however is that line efficiency is often compromised. If for example each of the five machines in the line below operate at 95% efficiency then the the total line efficiency is 77.4% (i.e. 0.95 x 0.95 x 0.95 x 0.95 x 0.95).
In this balanced flow line it is pointless having any work in progress (WIP) between the machines because they serve no beneficial purpose. If a machine stops for any reason then the WIP position before it will increase. Once that machine restarts it will not have the additional capacity to draw down on the upstream WIP making the WIP redundant. (Note: it’s a bit harsh to say that the WIP serves no purpose but we are trying to illustrate a point)
If, on the other hand, we look closely at our balanced flow line we may discover an opportunity to increase the capacity of some of the machines without a significant increase in cost. Machine #3 is the most crucial and expensive machine so we decide that this must be the bottleneck and designate it as the “Drum”. The resulting un-balanced flow line is shown below.
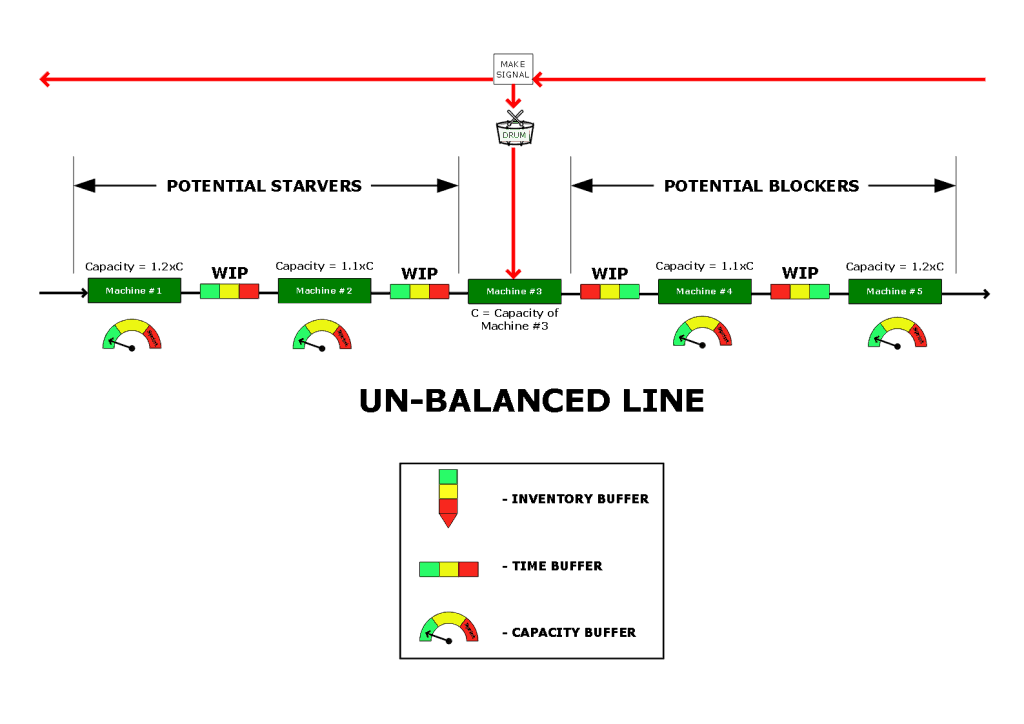
With this work we have now created a line with different performance characteristics. The WIP positions can now operate effectively because there is enough additional capacity in the machines upstream and downstream of machine #3 to draw down on the buffers after stoppages.
So for example, machine #2 has enough capacity to refill the WIP position between itself and machine #3 after it suffers a stoppage and therefore avoids starving machine #3. Machine #4 has enough capacity to draw down from the WIP position between itself and machine #3 after it suffers a stoppage thus avoid blocking machine #3.
There is some science associated with sizing the capacity and the WIP (time) buffers to make this work (statistical modelling may be required) however this set-up serves to “subordinate” all resources towards machine #3. That is to say that machine #3 can essentially be isolated from upstream starvers and downstream blockers.
This means that the efficiency of the total line is simply the efficiency of the Drum – Machine #3 which is 95%. In this example we achieve a >20% increase in performance by creating an unbalanced line.
Flow lines are designed on a spectrum between completely balanced to completely unbalanced with a number of issues involved in the trade-off analysis. There are a number of reasons why the optimum flow line generally tends to unbalanced in most situations;
- An unbalanced line with a distinct bottleneck is easier to manage and exhibits better supply chain behaviour because of its less variable performance.
- A distinct bottleneck means that improvement efforts can be focused on the Drum machine and incremental benefits are much higher for each improvement activity.
- If the Drum and the HACCP critical control point are the same then a positive release, quality traffic light system is easier to instigate.
- The cost of capacity is typically not the same at each station/machine, so it is cheaper to maintain excess capacity at some stations than others.
- Capacity is frequently available only in discrete-sized increments (e.g. we can buy one or two meat grinders, but not 1.5), so it may be impossible to exactly match capacity of a given station to a particular target.