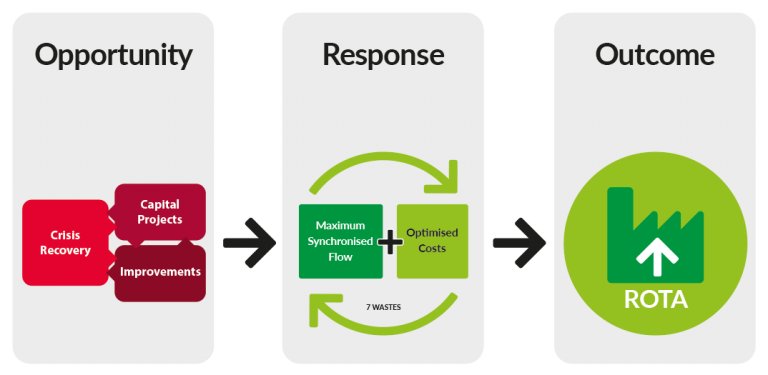
Digital twins are models and for them to add value they must be based on reality and demonstrate the effect of different variables on the goal (above).
Modelling the behaviour of sections within a supply chain, with reference to reality, forces a business to consider what is really happening.
A model of the current and future state of a system, in today’s high technology world, must take account of 3 important factors;
- Variability (controlled using buffers)
- The key variables that effect performance
- How targets for the future state can be achieved
There are many types of models (digital twins) within a supply chain and I’ve listed some of them below. The key is to know when and how to apply these different modelling techniques within a supply chain.
- Control panel showing corporate-wide supply chain performance
- Demand modelling
- Network modelling (node positioning using linear programming tools)
- Dynamic transport modelling (using statistical analysis and crew theory to demonstrate the time based behaviour of a transport system)
- Inventory buffer sizing (using different order and variability control schemes to determine optimum inventory levels)
- Value stream mapping
- Factory schedule modelling
- Dynamic factory modelling
A model is used to define;
- what is expected to happen now (current state)
- what is possible into the future (future state)
- how to get from the current state to the future state