
Lean manufacturing was developed using the Toyota Production System. Hence it is instructive for those working in the food & beverage industry to examine how food & beverage manufacturing is different when compared to car manufacturing. We have come up with 7 fundamental differences and would love to hear from you if you can think of more.
A production line should be designed with the intention of providing a quality product in a timely and competitive fashion. The car and food & beverage industries approach this goal, and the different trade-offs required, in distinctly different ways.
#1 – Line Design
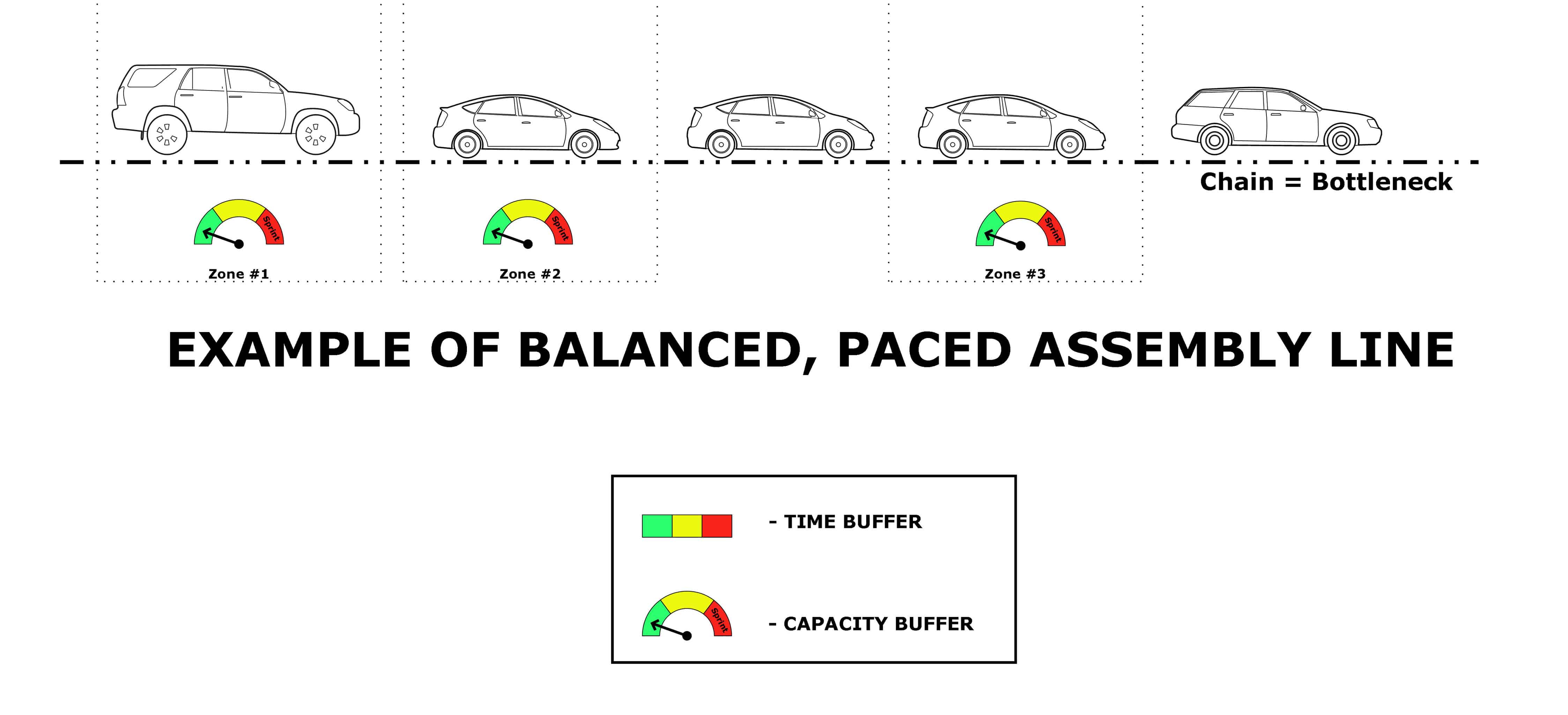
The car industry uses paced assembly lines. In a paced assembly line, cars flow through the line on a chain that moves at a constant speed. The cars move through zones that usually contain one or more operators. The line is designed so that the operators will almost always be able to complete their task while the part is in their zone. The bottleneck is the line-moving mechanism itself, the chain.
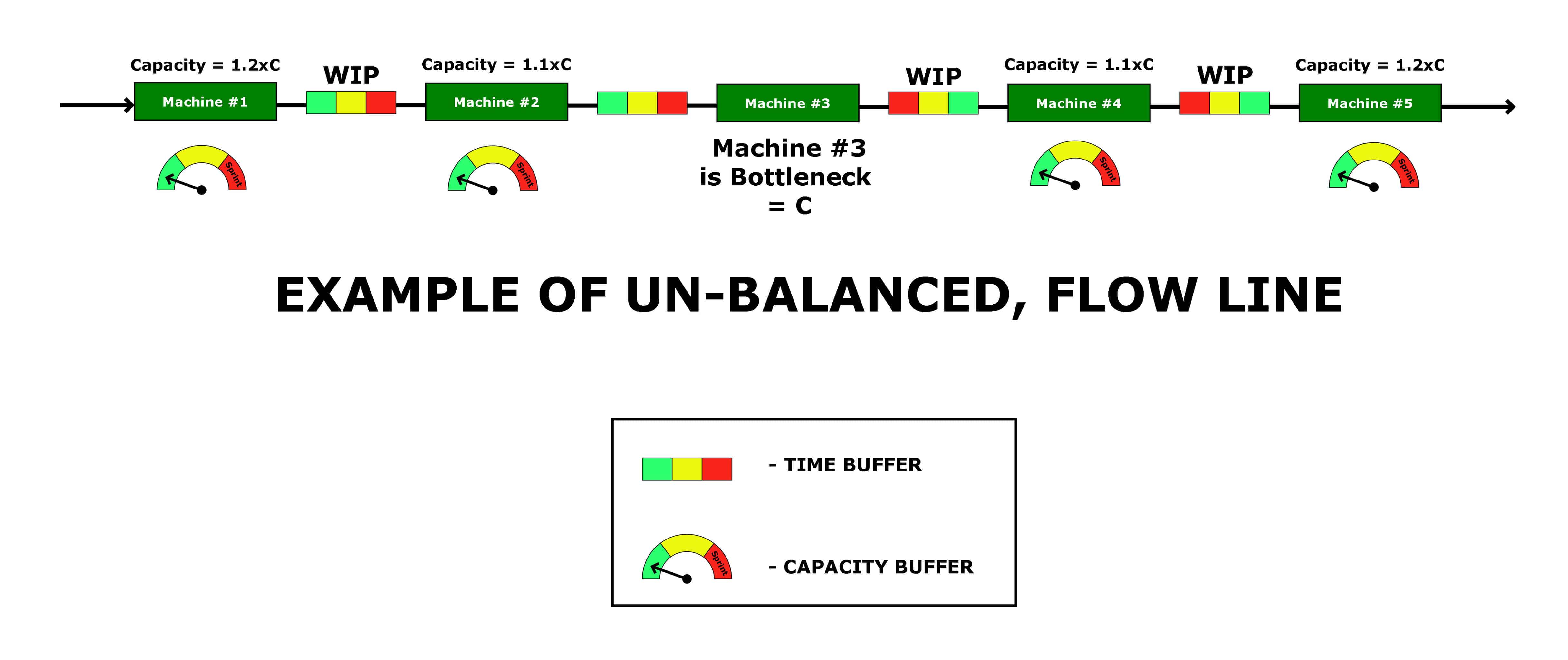
The food & beverage industry uses flow lines (although abattoirs are exception to this rule). In a flow line the stations are essentially independent. Each station operates at its own speed, so the bottleneck is the slowest station in the line.
The car industry can strive for “one piece flow” (one piece being a single car) cost effectively with a big focus on chassis design and standardised parts across models thus maximising the flexibility of a line.
The food & beverage industry cannot cost-effectively achieve one piece flow. In most cases, the number of changeovers required to achieve run lengths of just one carton of product would be ludicrous and un-competetive. The food & beverage industry must run to quantities that are determined by the individual demand and supply characteristics of each SKU (see point 7 for more on this).
#2 – Line Capacity
Paced assembly lines are balanced. That is to say that it is the pacing mechanism, the chain, that determines the current capacity of all resources on the line. All workers must complete assigned tasks within the allotted pacing time and capacity that exceeds the pacing mechanism is a waste. This is why “takt times” play such an important role in the Toyota Production System. There is a lot of flexibility on a paced assembly line to adjust resources to cater to different product requirements.
In a high volume flow line (such as those used in food & beverage factories), the tasks depend more on the machines at each station than the people supervising them. The cost of capacity is typically not the same at each station, so it is easier to maintain excess capacity at some stations than at others. Flow lines therefore are often un-balanced with additional capacity upstream and downstream of a distinct bottleneck (usually the highest cost machine).This additional capacity shields the bottleneck from starvation and blocking.
The optimum operation of an un-balanced flow line is a function of the statistical interplay of capacities and Work in Progress (WIP). See What is a flow line and how can it be manipulated for maximum performance? for more information on this topic.
#3 – Role of Operators
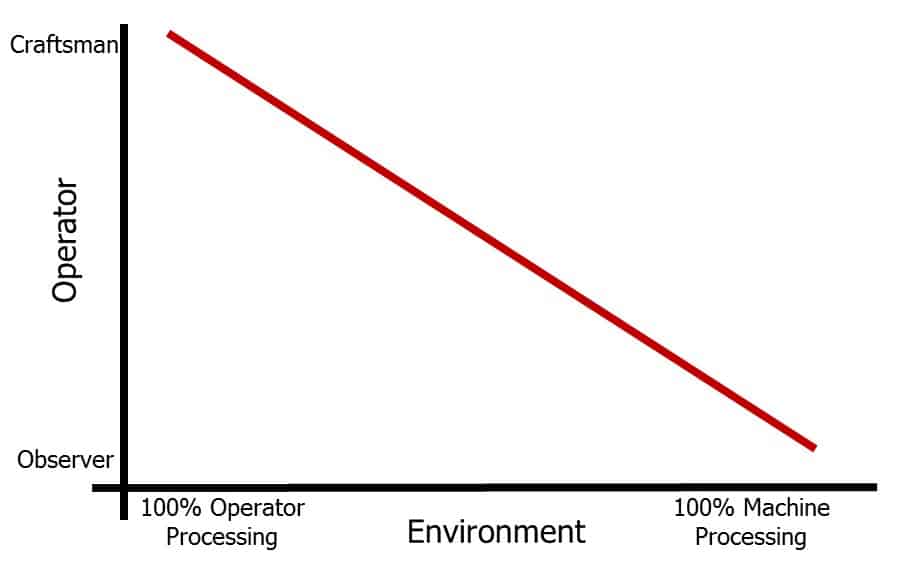
Operators on a paced assembly line interact with the product. The quality of the output from their zone is much more dependent on their physical skills and the way they manage their resources, such as parts. They are more craftsmen than observers.
Operators, on the type of high-speed flow line used in the food & beverage industry, have a limited ability to interact with the product. In high speed food production the product itself can be invisible to the operator. While they can influence the performance of their line with knowledge, their role is more observer than craftsman.
There is always an upper threshold of performance that can be achieved on a flow line by improving operator skills and motivation alone. That threshold is determined by the design of the flow line and the distribution of capacities and WIP.
#4 – Management of WIP
Paced assembly lines are regulated by the pacing mechanism so the WIP (in terms of cars) is equal to the number of cars on the chain. It takes 20-30 hours to build a car (ie. value-adding time) although a single car can be on the paced assembly line for 2-4 days. A parts WIP is also used at the work zones to shield the assembly line from short term delivery risks for inbound parts. Kanban cards are used to control WIP levels.
Flow lines used in high rate food & beverage factories use WIP for the following reasons;
- Shield the bottleneck
- Absorb upstream sequencing and changeovers
- To facilitate processing needs such as cooking, brewing, maturation, etc
- To shield equipment from short term delivery risks for inbound materials
Value-adding time (by machines) for high speed flow lines is usually less than 1 minute and this is usually only exceeded where there are particular product maturation requirements (eg. enzyme reactions for flavour outcomes). Total time in the production line can be affected by particular sequencing needs although this rarely exceeds 12-14 hours. In a flow line, WIP and machine capacities can be manipulated cleverly to achieve optimum total line efficiency and throughput.
Unfortunately, the notion of balancing a line has become so ingrained from Lean proponents and from paced assembly line environments, that it is often applied to flow lines when it is inappropriate and counterproductive. Again, see What is a flow line and how can it be manipulated for maximum performance? for more information on this topic.
#5 – Application of Improvement Methodologies
The number one issue with paced assembly lines is time. Lean principles are heavily laden with a focus on minimising the 7 wastes which focus directly, or indirectly, on time. Also one of the foundation Lean tools is 5S which is imminently applicable in paced assembly lines where operators must manage their environment in a time critical way.
Time is also important on Flow Lines but ONLY AT THE BOTTLENECK. The performance of flow lines used in the food & beverage industry are more about the complex interplay of capacities, WIP and efficiencies and the extent to which these cost-effectively optimise performance at the bottleneck. Also the performance of a flow line used in food & beverage factory is a trade-off between maximising flow and dealing with the complexities of what is essentially a “live” material (see pont 7 for more on this).
Often, the blind application of Lean tools in food & beverage environments can deliver lackluster results. For example, application of 5S in a food & beverage environment, while beneficial from a cultural point of view, can deliver very little operational benefit in a factory that is already heavily regulated from a food safety and hygiene point of view.
6 Sigma tools have much more applicability in food & beverage manufacturing environments particularly since success with flow lines has more to do with the statistical nature of performance. Like any tools though, they most be prioritised and applied with discernment and this can be difficult to achieve in complex flow lines.
#6 – Value Stream Mapping
If you review the literature on value stream mapping then you will probably find only 3 books of any value (published by the Lean Enterprise Institute);
- Learning to See (1999) – single plant (door to door) value stream mapping – Case study used in book = Steering bracket manufacturer
- Seeing the Whole Value Stream (2003) – factory to factory (extended) value stream mapping – Case study used in book = Wiper blade manufacturer
- Building a Lean Fulfillment Stream (2010) – supply chain (dirt to customer) fulfillment stream mapping – Case study used in book = Air conditioner manufacturer
The ideas in these books have been manipulated over the years (often with questionable technical rigour) to suit different industries. The books are tailored towards supporting the car industry with an obvious influence from paced assembly lines and therefore a strong focus on time.
Value stream mapping can be applied to flow lines used in the food & beverage industry however, they must be modified to take account of the un-balanced nature of the capacities found along almost all flow lines. This is a particular weakness in the value stream mapping techniques shown in these books.
As if to prove the point; unfortunately the steering bracket example shown in Learning to See is actually an un-balanced flow line and when a more thorough capacity analysis is done on this line it shows that it is out of capacity by 10% relative to quoted demand, a significant waste not identified by the standard value stream mapping approach.
#7 – Load Leveling
There are three parts to leveling the production load at a manufacturing facility;
- Level the demand – minimise variability and associated bullwhip effects on demand signals.
- Level the production mix – rotate through products as quickly as possible. The more you level the product mix at the bottleneck process, the more able you will be to respond to different customer requirements with a short lead time while holding little finished goods inventory.
- Level the production volume – create a consistent production pace or cadence at the bottleneck which is a good representation of customer demand/pull.
The extent to which the production mix and production volume should be leveled is determined by a trade-off between the cost of changeovers, the cost of inventory and customer delivery performance.
A paced assembly line is well suited to load leveling. Car models and variants can be spread across the pacing mechanism (the chain) according to mix and volume. Each operator zone can be tailor made to adjust (changeover) very quickly between models and variants. The Hiejunka Box (or at least the thinking behind it) is a Lean tool used for load leveling that can be applied to paced assembly lines.
A high speed flow line used in the food & beverage industry is an entirely different operating platform. For example, if it takes a 2 hour stoppage at the bottleneck to Clean In Place (CIP) between certain products then it doesn’t make sense to run these products for only 10 minutes. Technology will improve this situation but until then, this is an example of a physical and microbiological reality that must be faced in a pragmatic way.
Load leveling for flow lines in the food & beverage industry can still be achieved using a technique called Product Wheels developed by Dupont™ and Exxon. Product Wheels are a Fixed-Interval-Variable-Volume load leveling technique and are the domain of a plant scheduler (not a hiejunka box). In fact the quest to replace a plant scheduler with a computer in the process industry has been the challenge of many a statistician or computer science devotee. The “scheduling problem” for this type of environment is recognised as one of the biggest challenges for computer power … still.
Anyway, the schedules and sequences used by food and beverage manufacturers can usually be leveled using a standard Product Wheel of about 3 weeks in duration. There are many many factors to consider when designing and optimising a Product Wheel for the food and beverage industry which can include (but are not restricted to);
- Sequence restrictions caused by contamination issues (eg. colours, salt levels, trans fatty acids)
- CIP and food safety requirements (eg. allergens, statistical inspections)
- Coordination of intermediate product storage and blending
- Sequence restrictions caused by product requirements (e.g. Halal, etc)
- Variation of process and equipment capability between products
- Sequence rules used to minimise cumulative changeover time.
- Sequence rules used to avoid resource clashes (eg. equipment, labour skills, etc)
- Sequence restrictions caused by product design (eg. tainting caused by fish)
- Sequence impacts of packaging design (particularly shelf-ready packaging)