Skip to content
Menu
Home
About
What we do
When we do it
How we do it
Who we are
Case Studies
Factory Analytics
Overview
Digital Twins
Overview
3D Performance Modelling
Bullant Performance Monitoring System (BPMS)
Planning System Optimisation
Overview
Buffer Sizing
Schedule Optimisation
Storage & Handling Design
Factory Optimisation
Overview
Line Performance Optimisation (Bullant Filters)
Reliability & Maintenance Excellence
Value Stream Mapping
Project Design & Mgmt
Overview
CAPEX Project Design
OPEX Project Design
Deployment Oversight
Blog
Contact
Client Portal Login
Menu
Home
About
What we do
When we do it
How we do it
Who we are
Case Studies
Factory Analytics
Overview
Digital Twins
Overview
3D Performance Modelling
Bullant Performance Monitoring System (BPMS)
Planning System Optimisation
Overview
Buffer Sizing
Schedule Optimisation
Storage & Handling Design
Factory Optimisation
Overview
Line Performance Optimisation (Bullant Filters)
Reliability & Maintenance Excellence
Value Stream Mapping
Project Design & Mgmt
Overview
CAPEX Project Design
OPEX Project Design
Deployment Oversight
Blog
Contact
Client Portal Login
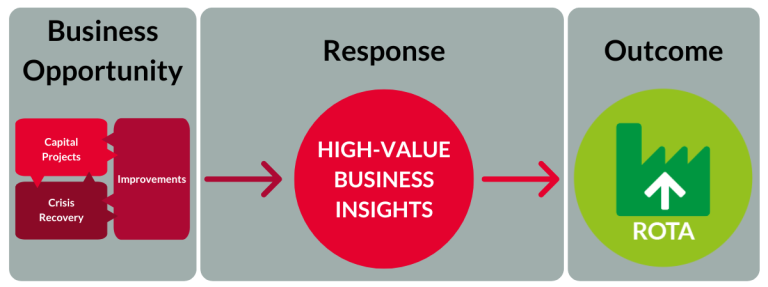
Case Studies by Business Opportunity
Home
About
What we do
When we do it
How we do it
Who we are
Case Studies
Factory Analytics
Overview
Digital Twins
Overview
3D Performance Modelling
Bullant Performance Monitoring System (BPMS)
Planning System Optimisation
Overview
Buffer Sizing
Schedule Optimisation
Storage & Handling Design
Factory Optimisation
Overview
Line Performance Optimisation (Bullant Filters)
Reliability & Maintenance Excellence
Value Stream Mapping
Project Design & Mgmt
Overview
CAPEX Project Design
OPEX Project Design
Deployment Oversight
Blog
Contact
Client Portal Login
Close